Egentligen var det inte meningen att jag skulle fördjupa mig i historien om ett gammalt järnverk, som vid en första anblick verkade väl dolt bland glömskans dimmor. Tyvärr brukar jag vara av devisen att om man skall göra något, kan man lika gärna göra det ordentligt. Eller översatt mer modernt; Om du inte har tid att göra det ordentligt, vad får dig att tro att du har tid att göra det två gånger? Så när jag hittade en gammal sättungsplatta i »koghuset» på går’n bar det helt sonika iväg på irrfärd bland gamla böcker och tidskrifter. Det förefaller sig högst otroligt att någon annan än jag själv skulle vara intresserad av detta, men om trots allt någon ättling skulle bli nyfiken på varför jag hängt en gammal järnbit på väggen i ladan, så kommer nu förklaringen.
Järnmärket eller järnsymbolen är ett emblem hämtat från det urgamla kemiska tecknet för järn, en cirkel med en pil som från ytterkanten pekar snett uppåt höger. Symbolen för järn  betyder stål och styrka, inte minst i den nordiska järnhanteringen. Ursprungligen betecknade symbolen planeten Mars i romarriket, vilket även betydde att symbolen betecknade krigsguden Mars samt maskulint genus. Alltså inget velande med hen. Därför uppstod tidigt en relation mellan marstecknet och den metall av vilken de flesta vapen smiddes, nämligen järn. Eftersom järnmärket associerar till den svenska järnhanteringen (stål och styrka) har symbolen därför använts av både företag som Volvo och Bofors och en del kommuner runt om i landet.
betyder stål och styrka, inte minst i den nordiska järnhanteringen. Ursprungligen betecknade symbolen planeten Mars i romarriket, vilket även betydde att symbolen betecknade krigsguden Mars samt maskulint genus. Alltså inget velande med hen. Därför uppstod tidigt en relation mellan marstecknet och den metall av vilken de flesta vapen smiddes, nämligen järn. Eftersom järnmärket associerar till den svenska järnhanteringen (stål och styrka) har symbolen därför använts av både företag som Volvo och Bofors och en del kommuner runt om i landet.

Peder Vibe (1596-1658). Lömsk dansk diplomat och Räntmästare
Hassel Jernverk var ett av Norges äldsta järnverk, beläget i Skotselv i Øvre Eiker i Buskerud. Verket var i drift från år 1649 till 1870-talet. Den största gruvan till järnverket var Hassel gruvor i Modum och Barbu gruvor vid Arendal. Järnverket fick previlegiebrev av Fredrik III år 1649, men troligen startades verket tidigare än så. Det var fyra mäktiga män som stod bakom detta järnverk. Peder Vibe var rentemeister, en hög ställning vid centraladministrationen i Köpenhamn. De andra tre bodde i Norge och hade viktiga positioner i landet. Hans Eggertsøn var borgmästare i Christiania (som Oslo hette under denna tid). Johan Gaarman var slottsskrivare på Åkerhus, och Christian Mogenssøn som var fogde i Gudbrandsdalen.

Orsaken till historien
Den 3 februari 1649 satt kung Fredrik III på sin kungliga ändalykt på Fredriksborg slott i Danmark och undertecknade ett privilegiebrev till dessa fyra män som ville anlägga ett järnverk på gården Hassel i Modum prästegård i Norge. Ett sådant brev var helt nödvändigt när man skulle starta upp en industri på den tiden. Utan knugens tillåtelse skulle ingen kunna starta ett järnverk eller något annat större industriföretag, och det var Kungen som bestämde att bönderna som bodde runt verket skulle leverera kol och trävirke och utöver detta utföra flera olika plikter, arbeten. Detta var ett av många järnverk som blev grundade i Norge under slutet av 1600-talet. En viktig orsak till detta var att Danmark-Norge var involverade i många större krig. Hären hade ett behov av kanoner, kulor och andra typer av vapen. Kanoner och kanonkulor var något av det första som blev tillverkat på Hassel järnverk, men det gick inte så bra i början av produktionen. Kanonerna gick sönder efter endast ett par skott. Senare var det helt andra produkter som gjorde Hassel berömt. Ingen utav ägarna hade något att göra med uppbyggnaden av järnverket, eller den dagliga driften. Det lejdes bort till en fransmann som hette Francois Coudrioux. Han var bergmästare och hade ansvaret för driften av Hassel Jernverk de första åren.
Under årens lopp bytte verket ägare flera gånger. Ett tag ägdes det mesta av den rike köpmannen Daniel Knoph, men under hans styre var det lågkonjunktur i riket, så verket såldes till Johan Halvorsen Groll, en man som hade vana av att driva järnverk. I början av 1700-talet var det familjen Richelieu som bodde på herrgården Sem vid Hokksund som hade den största ägardelen i Hassel Jernverk. 1721 övertogs verket av accessor Justus Heindrich Weichart och biskop Bartholomeus Deichmann. De hade kontakter bland landets mäktigaste män, vilket var viktigt när man skulle idka näringsverksamhet i en enväldigt stat, där Konungen och hans ämbetsmän bestämde det mesta. Gruvorna där järnet utvanns låg i en ås vid gården Hassel på Modum. Därför fick hela verket namnet Hassel Jernverk. Men själva järnverket låg vid gården Daler på Eiker, ett par kilometer söder om gruvorna. Här låg smälthyddan med den stora masugnen som användes till att smälta järnet, och här blev de flesta föremålen tillverkade. Det är inte svårt att förstå varför masugnen placerades här. Det var nära Bingselva, och ett tjockt vattenhjul användes för att driva blåsbälgen i masugnen. En sådan bälg var nödvändig för att temperaturen skulle vara så hög att järnet smälte. Nära masugnen låg lagerbyggnaderna och gården där järnverkschefen bodde. I Bingselva var det också mycket sågverk. Järnverket och fallen gav arbete till många människor, och kring dem framkom gradvis en liten by som fick namnet Skotselv.
familjen Richelieu som bodde på herrgården Sem vid Hokksund som hade den största ägardelen i Hassel Jernverk. 1721 övertogs verket av accessor Justus Heindrich Weichart och biskop Bartholomeus Deichmann. De hade kontakter bland landets mäktigaste män, vilket var viktigt när man skulle idka näringsverksamhet i en enväldigt stat, där Konungen och hans ämbetsmän bestämde det mesta. Gruvorna där järnet utvanns låg i en ås vid gården Hassel på Modum. Därför fick hela verket namnet Hassel Jernverk. Men själva järnverket låg vid gården Daler på Eiker, ett par kilometer söder om gruvorna. Här låg smälthyddan med den stora masugnen som användes till att smälta järnet, och här blev de flesta föremålen tillverkade. Det är inte svårt att förstå varför masugnen placerades här. Det var nära Bingselva, och ett tjockt vattenhjul användes för att driva blåsbälgen i masugnen. En sådan bälg var nödvändig för att temperaturen skulle vara så hög att järnet smälte. Nära masugnen låg lagerbyggnaderna och gården där järnverkschefen bodde. I Bingselva var det också mycket sågverk. Järnverket och fallen gav arbete till många människor, och kring dem framkom gradvis en liten by som fick namnet Skotselv.
Stångjärnshammare driven av vattenkraft
Järnverket hade inte bara verksamhet i Hasselåsen och i Skotselv. 1651 köpte de kungens gamla smälthus i Vestfossen och startade en verkstad utrustad med stångjärnshammare (hammarsmedja). Senare hade de också stångjärnshammare i Bingselva, på gårdarna Torrud i Modum och Hær på Eiker, och två fallhammare togs i bruk. En stångjärnshammare är en äldre typ av smideshammare, ofta vattendriven, som användes för utsmidning av välljärn (järn som framställs genom härdfärskning eller puddling till stångjärn (en form av förädlat tackjärn. Avsikten var att sänka kolhalten i järnet från över fyra procent till under två procent så att järnet skulle bli smidbart.)
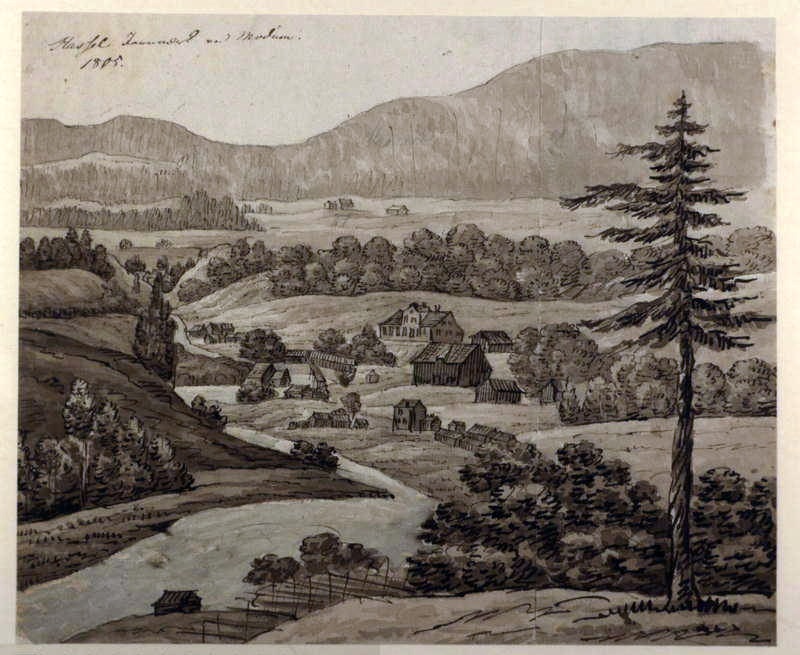
”Hassel Jernværk ved Modum” år 1805, av Ole-Jørgen Rawert
Jag märker att jag redan nu börjar spåra ur och det kanske är lika bra att avrunda skillnaden mellan smidesmetoder redan här.
Hasselåsen var inte heller den enda platsen där verket hade gruvor. Det fanns också malmgruvor på Holtefjell, vid Glomsrud, Sveas och Skredsvik vid Modum, vid Dramdal och Såsen på Øvre Eiker och vid Solberg och Åserud på Nedre Eiker. Från omkring 1720 transporterades också järn hela vägen från Barbogruvan i Arendal. Det här var en mycket speciell typ av järn, som alla norska järnverk var beroende av att använda för att producera järn av god kvalitet.
Stång- och gjutjärn
Järnet producerades av det faktum att sten från gruvorna innehållande järn värmdes till över 1500 grader Celsius, så att järnet smälte och rann ut. Sådana stenar som järn (eller andra metaller) kallas för malm. Först sticks malmen i ugnen så att den blir porös och fri från svavel. Sedan tillsattes malmen och träkol till masugnen. För att kolet skulle kunna brinna ordentligt, blåses det in från en tung blåsbälg som drivs av ett vattenhjul. Kolet blev en del av det färdiga järnet, och genom att man varierade mängden kol fick man järn av olika typer.


Det fanns två huvudtyper av järn som producerades av ett järnverk som Hassel. Stångjärn var hårt järn med lågt kolhalt. Det såldes till smeder som använde det som råmaterial för hästskor, verktyg och andra saker gjorda av järn som producerades i de många smedjorna i landet. Ett sådant järn användes också som en spikmatris, som producerades i verkens spikhammare. Den andra typen av järn, som innehöll mer kol och därför var mer sprött, kallades gjutjärn. I början var det gjutna kanoner och kulor, men senare var det först och främst fredliga ting såsom krukor, stekpannor och våffeljärn som producerades. Det som Hassels järnverk var mest kända för, var dock gjutjärnskaminer.
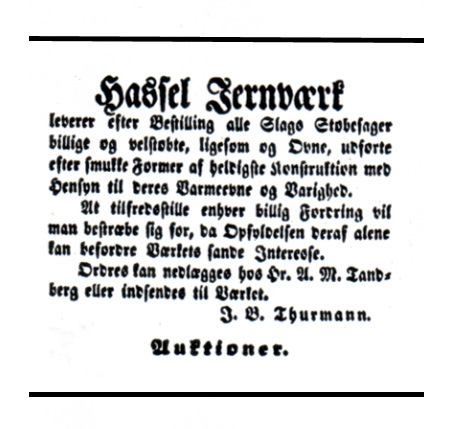
Reklamannons för järnverkets produkter anno 1851
Plattorna för dessa ugnar formades till former som skars i trä. Många gånger, vackra motiv, kungliga figurer eller scener från grekisk och romersk mytologi skars ut. Många av de stora ugnarna som kastades i Hassels järnverk idag uppträder på museer runt Norge och Danmark.
För att få järn av god kvalitet var det viktigt att både ha rätt typ av järnmalm och att smältningen var klar som den borde. Det var masmästaren som var ansvarig för detta. Detta var den viktigaste positionen vid järnverket, tillsammans med bergskribenten, som ansvarade för redovisning. Andra viktiga personer var gjutaren, som var ansvarig för själva gjutningsprocessen, och uppgivaren, som fyllde ugnarna och kolugnarna. ”Gjutaretorget” och ”Oppgivareplatsen” är de namnen som finns i Skotselv idag. Vid masugnarna och de olika smideshammarna arbetade totalt 40 man. Sedan tillkom de personer som som arbetade i gruvorna, och de som arbetade med timmer, kolförbränning och transport. Hassels järnverk gav sålunda många människor ett levebröd.

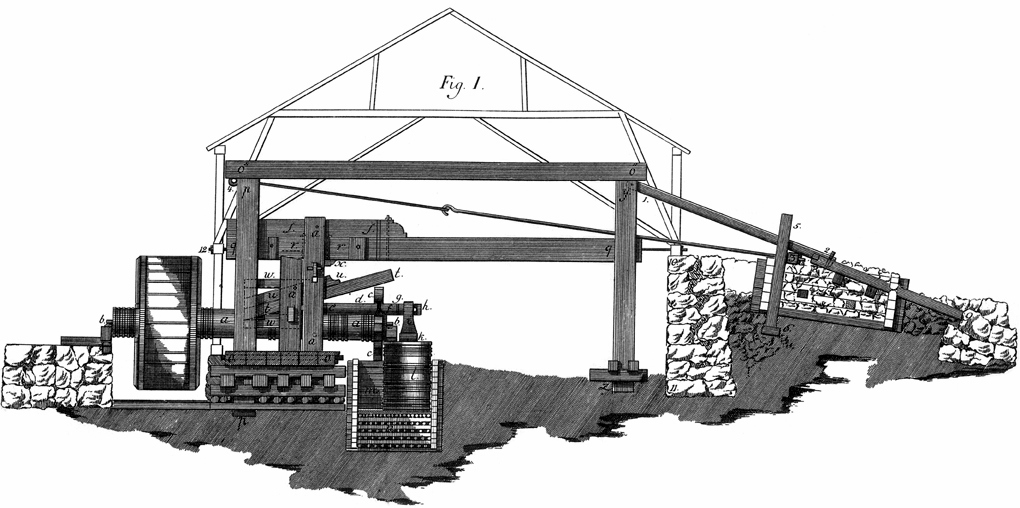
På en gammal karta över Hassel Jaernverk från 1782, tagen ur Generalkonduktørens arkiv No 273, ser vi masugnen (B) med vattenhjul (L) och lagerlokaler (b), samt såg och kvarn (C). På motsatt sida av genomfartsvägen ligger verkets huvudbyggnader (A). Lite ovanför Haerebro (H) låg verkets nya stångjärnshamare (D).
Kolmilor och dammar
Ett problem som alla ägare till Hassels järnverksverk stötte på, var att det inte var möjligt att hålla anläggningen igång året runt. Det fanns speciellt två saker som begränsade driften: brist på trä och brist på vatten.
En av anledningarna till att man valt att bygga ett järnverk på gränsen mellan Eiker och Modum är att det fanns mycket skog på dessa områden. Men det fanns många som letade efter dessa skogsresurser. På Eiker var det många stora sågverk som behövde en stor mängd timmer varje år, och Kongsberg Silververk hade också rätt att hämta timmer från skogarna på Eiker. Dessutom fanns det privata gruvor och företag som Nøstetangen glasverk och senare Modum Blaafarveværk, som alla behövde trä och träkol. Ägare till Hassels järnverk var ständigt inblandade i konflikter och rättsprocesser för att säkerställa att verket hade tillräckligt med träkol.

Måtten är 35 cm (b) x 46,5 cm (h)
Ett annat problem var att det inte fanns tillräckligt med vatten i Bingselva för att hålla masugnen igång. Ibland kunde vattenhjulet hållas igång ett halvår, ibland bara några veckor om det hade varit lite nederbörd. För att rätta till detta byggde Hassels järnverk dammar i Bingselva och bifloderna. På så sätt kunde de hålla tillbaka vatten under vår- och höstöversvämningarna och släppa ut vatten när älven sinade. Detta började man med under slutet av 1600-talet, under Johan Groll. Han fick dämmet vid Holtefjell uppkallat efter sig; Grølla.
-Ur De gamle norske jernverk, 1908
Neumannfamiljen
År 1746 fick Hassels järnverk en ny ägare. Han hette Jacob Neumann, och i mer än 60 år var det Neumann-familjen som skötte verket. På många sätt var detta en bra tid för Hassel Jernverk. Produktionen ökade och arbetet blev känt för att ha högkvalitativa produkter. Många av de finaste ugnarna och kaminerna produceras under denna period. Jacob Neumann fortsatte att kämpa för att få tillräckligt med träkol till produktionen och 1755 beslutade Overbergs län att alla 490 gårdar vid Eiker och Modum skulle leverera timmer till Hassels järnverk, och dessutom skulle sågverken leverera bakar, det vill säga den yttersta delen av stocken, som inte kunde användas som virke. Under Jacob Neumann fick Hasselverket också sin egen skola, till för barnen till dem som arbetade på jobbet. Skolan hölls i Düvelgården, som verket ägde och som finns bevarad i Skotselv. Efter att Jacob Neumanns änka, Magdalena Cathrine Neumann, hade övertagit driften av verket, skapades också tjänstepersonal som hjälpte de gamla och de sjuka som tidigare arbetat vid verket. Jacob och Cathrines son hette Frantz Edler Neumann. Medan modern drev själva järnverket, startade han sin egen fabrik lite längre upp i Bingselva på gården Stensrud i Modum. Den heter ”Friderichsminde”, till ära av kung Fredrik. Här producerades allt från knivar och gafflar till yxor, spader och plogjärn. När Frantz själv tog över som ägare till järnverket år 1799, var Friderichsminde också införlivat i Hassels järnverk.

Det som återstår av brukets stora masugn
Nedgången och avvecklandet
År 1809 sålde Frantz Neumann Hasselverket. Under den här tiden var Danmark-Norge i krig mot England, och det var omöjligt att sälja produkterna från det norska järnverket utomlands. Den nya ägaren, Peter Collett, hoppades förmodligen att tiderna skulle förbättras när kriget var över, men det hände inte. År 1814 upplöstes unionen med Danmark, och det var inte lika lätt som tidigare att sälja norska varor till de lömska danskarna. Konkurrensen var hård, särskilt från det moderna och effektiva järnverket i Storbritannien. Produktionen vid Hasselverket sjönk och Friderichsminde stängdes av. När Collett-familjen sålde verket 1837 var det inte värt mer än hälften av vad de hade betalat för det.
Under åren som följde bytte Hassel Järnverk flera gånger ägare. Ett tyskt företag försökte återuppta arbetet, men år 1854 såldes fastigheterna på auktion och delades mellan många olika ägare. Masugnen och vattenrättigheterna i Bingselva köptes av timmerhandlaren Peder Gregersen från Modum. Produktionen reducerades kraftigt, men bibehölls fram till 1870-talet. ”Det såg ut som om arbetare bara hade gått hem till middag. Verktyg och material var fortfarande på plats,” skrev en besökare några år senare. År 1888 var Peder Gregersen med om att starta ett nytt industriföretag – Skotselv Cellulosefabrik. Denna köpte fastigheterna hos Hassel Järnverk, rev den gamla masugnen och byggde en ny fabrik lite längre ner i Bingselva, där de gamla vattendagen låg. Således började ett nytt kapitel i Skotselvs industrihistoria.
Det är inte klokt vad man kan få reda på om gamla ting om man anstränger sig en smula.

Denna har jag hängt på väggen i ladan, tillsammans med en annan spislucka
